The pharmaceutical industry operates under a simple, uncompromising directive: patient safety is paramount. When manufacturing oral tablets or topical creams, the human body’s natural defenses—such as stomach acid and the skin barrier—provide a minor layer of protection against minor impurities. However, with sterile injectables, the drug formulation bypasses these primary lines of defense entirely, entering directly into the patient’s bloodstream, muscular tissue, or central nervous system.
Because there is zero opportunity for the body to filter out contaminants post-administration, any compromised sterility can lead to severe systemic infections, pyrogenic reactions, or fatal complications. Consequently, the production of liquid injectables requires a completely sterile environment, governed by rigorous international regulations like US FDA 21 CFR Part 211 and EU GMP Annex 1.
At the absolute heart of this sterile ecosystem sits the vial filling machine. Far more than a simple liquid dispenser, a modern pharmaceutical vial filler is an advanced engineering marvel designed to preserve absolute sterility, maintain microscopic dosing accuracy, and eliminate environmental risks during the most critical stage of the packaging process.
At Harsiddh Machines (www.harsiddhmachines.com), we manufacture state-of-the-art sterile processing infrastructure. In this comprehensive technical analysis, we will explore the indispensable role that vial filling machinery plays in the production of sterile injectables, examining contamination mitigation strategies, fluid path integrity, environmental barrier integration, and compliance frameworks.
1. Defining Sterile Injectable Production and Its Critical Challenges
Sterile injectables include vaccines, biologics, small-molecule oncology drugs, complex therapies, and intravenous (IV) solutions. These products are manufactured using one of two primary pathways:
- Terminal Sterilization: The product is filled into its container under clean conditions, completely sealed, and then subjected to a rigorous sterilization process (such as high-pressure steam autoclaving or radiation) in its final packaging. While highly secure, this method is incompatible with the vast majority of modern biopharmaceuticals, proteins, and complex molecules, which break down or denature when exposed to extreme heat or radiation.
- Aseptic Processing: The product, container, and closure are sterilized separately ahead of time and then brought together inside a highly controlled, sterile environment. The filling process itself must introduce zero microbial or particulate matter.
Because the majority of modern life-saving drugs rely entirely on aseptic processing, the vial filling machine must function as an unbreachable barrier against the two primary vectors of contamination:
Microbial Contamination
The introduction of living microorganisms, such as bacteria, fungi, or viruses, can destroy an entire batch of medicine and severely endanger patients. A sterile vial filler must feature smooth, crevice-free surfaces that actively resist microbial adherence and can withstand aggressive, recurring chemical sterilization cycles.
Particulate Matter
Non-viable particles—ranging from microscopic glass shards (generated by vial friction) to airborne dust particles or stainless steel micro-fragments—can cause catastrophic vascular blockages if injected into a patient. The mechanical architecture of the filling line must minimize friction and operate without shedding particles into open containers.
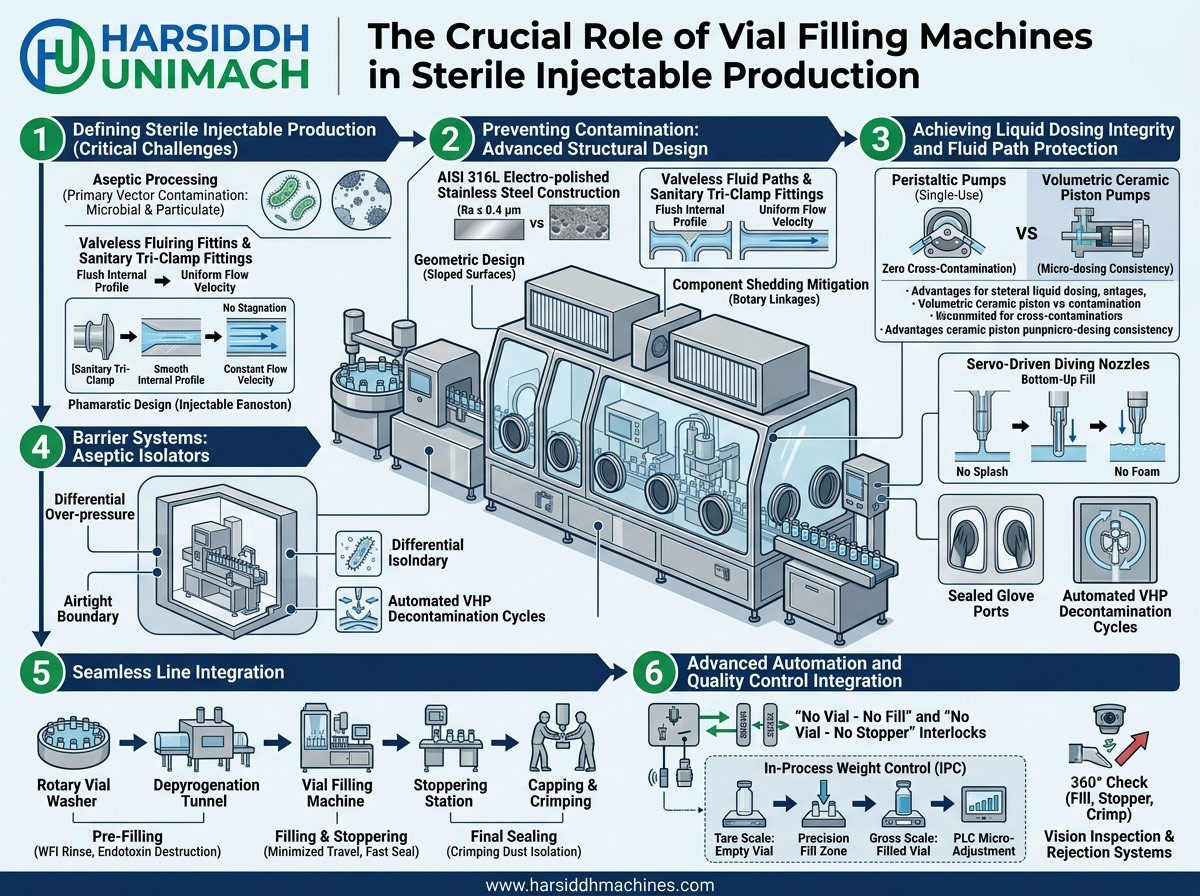
2. Preventing Contamination: Advanced Structural Design
To maintain a validated sterile state over long commercial production runs, vial filling machinery from Harsiddh Machines utilizes specific mechanical and material engineering configurations.
Stainless Steel 316L Construction
Every single component that comes into direct contact with the product formulation, sterile closures, or open vials is manufactured from AISI 316L pharmaceutical-grade stainless steel. This specific alloy contains molybdenum, which drastically enhances its resistance to pitting and corrosion caused by aggressive chemical formulations, saline solutions, and sanitizing agents. Furthermore, the steel undergoes an extensive electro-polishing process to achieve an ultra-smooth surface finish (typically $Ra \le 0.4\,\mu\text{m}$), eliminating microscopic pits where bacteria could hide and colonize.
Valveless Fluid Paths and Sanitary Fittings
Traditional mechanical valves contain tiny internal cavities, springs, and seals where liquid product can stagnate, resisting standard flushing cycles. Modern sterile vial fillers eliminate these traps by employing valveless fluid paths and sanitary Tri-Clamp fittings. These connections feature flush internal profiles that facilitate uniform fluid velocity, ensuring that no residue remains behind to breed bacterial endotoxins.
[Sanitary Tri-Clamp Fitting] ➔ Smooth Internal Profile ➔ Constant Flow Velocity ➔ No Stagnation
Geometric Design and Component Shedding
To minimize the generation of mechanical particulate matter, sterile filling machines replace standard slide tracks with rotary linkages and non-contact handling mechanisms. Moving parts located directly above open vials are completely shielded with protective catch-pans or localized extraction hoods. All structural housings are engineered with sloped, rounded geometries rather than flat surfaces, allowing cleaning fluids to drain fully during washdown cycles and preventing the pooling of stagnant liquids.
3. Achieving Liquid Dosing Integrity and Fluid Path Protection
The method used to transport liquid from the bulk formulation tank into the individual glass vial must be executed without altering the chemical composition of the drug or exposing it to external ambient air.
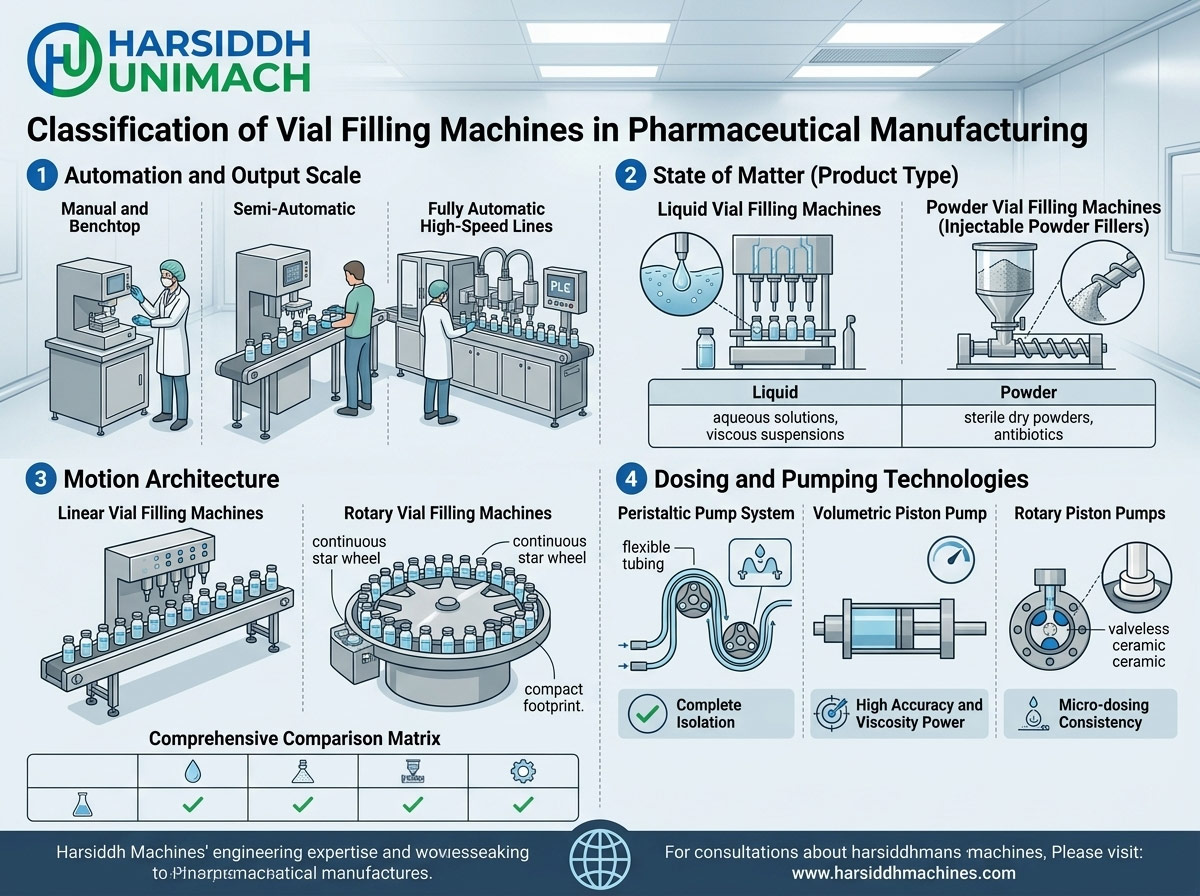
Peristaltic Pumps vs. Volumetric Piston Systems
The selection of the pump mechanism directly dictates how easily sterility is maintained:
- Peristaltic Pumps (Single-Use Systems): Peristaltic dosing relies on a rotating roller assembly that compresses the exterior of a flexible, medical-grade silicone or platinum-cured tube. The liquid remains entirely confined within the tube’s interior, never contacting the pump’s mechanical rollers, shafts, or housing. This provides a closed, single-use fluid path. Once a production batch is complete, the entire tubing assembly is removed and discarded, completely eliminating the time-consuming need for mechanical validation cleaning and eradicating cross-contamination risks between product switchovers.
- Rotary Ceramic Piston Pumps: For applications requiring high-speed micro-dosing or processing highly viscous suspensions, precision-machined ceramic pistons are deployed. Because these pistons are manufactured with sub-micron tolerances, they operate flawlessly without requiring elastomeric O-rings or seals, which could degrade and shed rubber particulate matter into the fluid stream. Piston assemblies are engineered for rapid dismantling or integration into automated cleaning loops.
Diving Nozzles and Bottom-Up Filling Mechanisms
When liquid injectables are filled at high speeds, fluid turbulence can lead to splashing or heavy surface foaming. Splashing can cause product droplets to land on the outer neck of the vial, compromising the subsequent placement of the rubber stopper and invalidating the container’s hermetic seal.
To overcome this, sterile vial fillers use servo-driven diving nozzles. The machine lowers the nozzles deep inside the vial, hovering just millimeters above the container floor. As the pump dispenses the liquid, the nozzle retracts at a perfectly synchronized rate, keeping the tip continuously positioned just above the rising fluid meniscus. This bottom-up technique minimizes fluid agitation, eliminates splashing, and prevents the entrapment of air bubbles within sensitive protein formulations.
4. Barrier Systems: RABS and Aseptic Isolators
Even the most highly polished stainless steel machine cannot maintain sterility if it is exposed to ambient cleanroom air and human movement. Human operators are scientifically documented as the single largest source of microbial and particulate shedding inside a manufacturing facility. Therefore, sterile injectable production requires the vial filling machine to be paired with advanced environmental barrier technologies.
Restricted Access Barrier Systems (RABS)
A RABS is a physical, rigid plexiglass or stainless steel enclosure wrapped securely around the vial filling line.
- Open RABS: Utilizes the cleanroom’s overhead ceiling infrastructure to supply a continuous, unidirectional flow of HEPA-filtered air downward over the open vials, exhausting the air through vents at the base of the machine into the surrounding room.
- Closed RABS: Features a dedicated, autonomous air-handling loop that recirculates air entirely within the enclosure.
- Human Separation: Operators can only access the internal mechanisms of the machine via sealed, heavy-duty rubber glove ports integrated into the barrier walls. Open-door interventions are strictly prohibited during production runs and require complete re-validation if they occur.
Aseptic Isolators
Representing the absolute highest echelon of sterile containment, an Aseptic Isolator completely seals the vial filling machine off from the surrounding cleanroom environment. Isolators operate under a slight internal over-pressure to ensure that if a micro-tear occurs in a glove port, air can only blow outward, preventing external contaminants from entering.
| Operating Feature | Restricted Access Barrier System (RABS) | Aseptic Isolator System |
| Sterilization Profile | Manual chemical wiping supplemented by cleanroom air loops. | Automated, validation-logged Vaporized Hydrogen Peroxide (VHP) cycles. |
| Environmental Isolation | High separation; minor interaction possible during setup. | Absolute separation; completely sealed hermetic boundary. |
| Surrounding Cleanroom Grade | Requires a high-specification Grade B background environment. | Can be safely operated within a lower Grade C or D background room. |
| Operational Flexibility | Faster mechanical changeovers and simpler access. | Long decontamination turnaround times between batches. |
5. Seamless Line Integration: From Washing to Final Sealing
A vial filler does not operate in isolation; it functions as a critical link within a fully continuous, highly automated sterile line. Any break in synchronization between these stations can cause vials to back up, tipping over or breaking, which instantly compromises the cleanroom’s sterility.
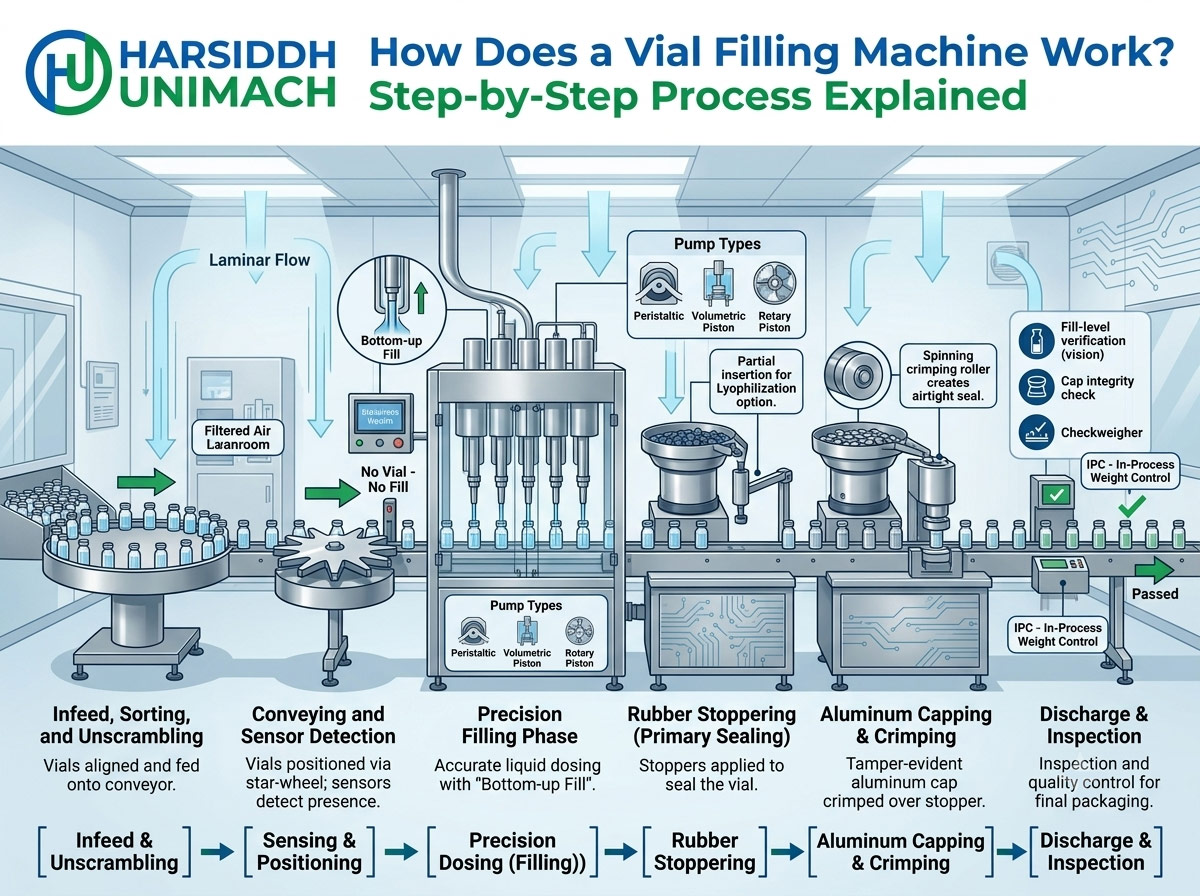
[Rotary Vial Washer] ➔ [Depyrogenation Tunnel] ➔ [Vial Filling Machine] ➔ [Stoppering Station] ➔ [Capping & Crimping]
1. The Pre-Filling Phase: Washing and Depyrogenation
Before vials ever reach the filling nozzles, they must be thoroughly prepared. Glass vials are loaded into an automatic rotary vial washing machine, where they undergo multiple internal and external cleaning cycles using Water for Injection (WFI) and pressurized sterile compressed air.
From the washer, they travel directly onto a conveyor bed that carries them through a continuous depyrogenation tunnel. Here, the vials are subjected to intense, dry-heat laminar flow zones reaching temperatures up to 300°C to 350°C. This extreme thermal energy does not just kill living bacteria; it thoroughly destroys bacterial endotoxins (pyrogens), which are highly heat-resistant cellular fragments capable of triggering severe fever responses in patients.
2. The Filling and Stoppering Phase
The sterile, cooled vials emerge from the tunnel and enter the filling zone via an indexing star wheel. Immediately after receiving their precise liquid dose, the open vials travel to the stoppering station.
Maintaining a minimized physical distance and travel time between the filling nozzle and the stoppering head is absolutely vital. The faster the rubber stopper is seated into the vial neck, the shorter the window of exposure during which an airborne micro-particle could land inside the liquid product. Stoppers are fed via a sterilized vibratory bowl and applied under continuous laminar flow.
3. The Final Sealing Phase: Aluminum Capping
Once the rubber stopper is securely seated, the primary sterile seal is established, but it remains highly fragile. To lock the stopper permanently in place and provide a tamper-evident barrier, the vial passes to the capping and crimping machine.
An aluminum cap is placed over the stopper, and a spinning roller head wraps the skirt of the cap tightly beneath the glass vial’s locking ring. Because the crimping process involves metal-on-metal or metal-on-glass friction, it naturally generates fine metallic particulate matter. Therefore, modern lines physically isolate the capping station from the filling zone using intermediate airlocks or distinct differential pressure barriers to ensure that no capping dust can migrate backward into the ultra-clean zone where open vials are filled.
6. Advanced Automation and Quality Control Integration
To comply with modern international regulatory expectations, sterile vial filling lines incorporate sophisticated electronic validation systems that replace manual human oversight.
“No Vial – No Fill” and “No Vial – No Stopper” Interlocks
High-speed automated lines are outfitted with optical tracking sensors distributed at every processing junction. If a vial falls over on the conveyor or an empty slot occurs in the line, the machine’s central PLC registers the discrepancy instantly.
The machine skips the dosing stroke for that specific empty position, preventing the pump from dispensing expensive formulation onto the open conveyor track. Similarly, if a vial fails to receive its liquid dose, the downstream sensor instructs the stoppering head to skip that container, ensuring that dry, un-filled containers are not mistakenly sealed and packaged.
In-Process Weight Control (IPC)
To ensure absolute dosing uniformity without breaking cleanroom sterility, modern vial fillers utilize non-contact, automated In-Process Weight Control (IPC) systems. The machine automatically diverts a specific percentage of empty vials onto an integrated, high-precision electronic balance tare scale, records the weight, fills the vial, and re-weighs it on a gross scale.
The system continuously calculates the exact net fill volume. If the density or flow rate of the product shifts slightly due to temperature fluctuations, the central PLC automatically sends real-time micro-adjustments to the servo-driven pumps, realigning the fill volume instantly without stopping production.
[Tare Scale: Empty Vial] ➔ [Precision Fill Zone] ➔ [Gross Scale: Filled Vial] ➔ [PLC Micro-Adjustment]
Vision Inspection and Rejection Systems
As completed vials exit the capping station, they pass through an automated high-speed vision tracking array. High-resolution cameras capture 360-degree images of each container, validating:
- Exact fill-level heights.
- Proper seating and alignment of the rubber stopper.
- Complete, uniform deformation of the aluminum crimp with no cracks or loose edges.
Any vial that fails to meet these strict pre-programmed parameters is automatically tagged by the software tracking system and cleanly deflected via a pneumatic reject arm into a secure, locked rejection bin for destruction or auditing, ensuring that only flawless products proceed to final cartoning.
Conclusion: Partner with Harsiddh Machines for Sterile Packaging Solutions
The role of a vial filling machine in sterile injectable production is comprehensive, defining the line between an uncompromised, life-saving therapeutic batch and a hazardous manufacturing failure. From the selection of electro-polished AISI 316L stainless steel to the integration of closed-loop single-use peristaltic paths, automated IPC weight checks, and unbreachable Aseptic Isolator barriers, every design element must prioritize contamination eradication and absolute volumetric repeatability.
At Harsiddh Machines, we possess decades of specialized engineering experience developing robust, high-performance pharmaceutical packaging infrastructure. Our advanced linear and rotary vial filling lines are engineered to meet the strictest requirements of global regulatory bodies, empowering biotechnology firms, vaccine manufacturers, and pharmaceutical laboratories to scale up production safely and efficiently.
Optimize your facility’s sterile manufacturing capabilities by exploring our innovative machinery portfolios at www.harsiddhmachines.com, or contact our senior engineering advisory team today to design a tailored, fully integrated aseptic production line.